Research & Reviews: Journal of Engineering and Technology
ISSN: 2319-9873
ISSN: 2319-9873
1Mechanical Department, School of Mechanical Engineering, Veltech Dr.RR & Dr.SR Technical University, Avadi, Chennai – 62, Tamil Nadu, India.
2Automobile Department, School of Mechanical Engineering, Veltech Dr.RR & Dr.SR Technical University, Avadi, Chennai – 62, Tamil Nadu, India.
Received: 07/12/2013 Accepted: 25/11/2013
Visit for more related articles at Research & Reviews: Journal of Engineering and Technology
Interface friction arises during the metal forming processes. This friction force being shear in nature is the cause of many potential problems and defects. Hence, it has to be controlled by quantifying it and applying a suitable lubricant. A new tribo-test, named forward spike and disc forming test, is proposed to quantify this interfacial friction. A cylindrical billet is pressed to extrude a spike on the punch side. During the operation a disc is upset on the die side. Aluminium alloy 1100 is used as the specimen material. Simulations have been carried out for various parameters like height/ diameter ratios of the billet and spike diameters. The ratio of the height of the spike to the disc diameter is found out which is a measure of the interface friction. For different height / diameter ratios, curves have been drawn that would be used as calibration curves. From these calibration curves the interface friction arising in the forming process is measured.
Friction measurement, Interface friction, Spike Extrusion, calibration curves, lubricants
Metal forming is one of the efficient, effective and fast techniques employed to manufacture a part with less or no raw material wastage. Many intricate parts with delicate features can be manufactured by employing forming process than any other processes. The effectiveness of this process gives it an edge over other processes. The development in fields like automobile would not have been possible without forming or forging processes.
The quality of a formed part depends upon the ability of the metal to flow and fill up of the die cavities. During the forming process, since there is a relative motion between the tooling setup and the workpiece being formed, there arises interface friction between the setup and the workpiece. This interfacial friction, if not kept under control, can cause many serious defects like inadequate die filling, surface and sub-surface cracks, discontinuities, porous surfaces in the end part, premature wear and tear of the tool and die setup, increased energy requirements, stalling of the press/forge [1]. Hence, if a quality part is to be made, this friction force has to be reduced and to be kept within limits. To effect the control over friction, it has to be quantified. After measurement of friction, as per the need, a suitable lubricant is selected and applied during the process.
In metal forming process, the lubricity of a lubricant influences the interface friction during the operation. It is generally expressed in two ways. 1) co-efficient of friction, μ and 2) constant shear friction factor, m. In metal forming analysis, frictional shear stress, τ is related to the stress as follows:
 (1)
(1)
where, σn is the normal stress or pressure that acts perpendicular to the surface and μ, constant co-efficient of friction [2]. This theory, also called as constant co-efficient of friction theory, does not truly represent the bulk forming operation [3]. Hence, an alternate theory called as constant shear friction factor, m as given below, is used for analysis.
 (2)
(2)
where σo is the flow stress of the workpiece material. The flow stress is a function of strain, strain rate and temperature. The value of shear friction factor, m varies from 0 to 1. When m=0, it represents frictionless interface and when m=1, sticking friction. Studies [4] show that equation (2) represents the frictional shear stress to a closer extent than equation (1). Hence, to measure this shear friction factor, different types of tests have been employed.
While mass manufacturing in a production shop is going on, it is impractical to quantify the interface friction, as this would adversely affect the regular production [5]. Tribological tests like Ring Compression Test, Simple Upsetting test, Spike Forging Test, Double Cup Extrusion (DCE) [1] Test, Compression and Twist Test [6] have been conducted in laboratory at standard conditions to measure the interface friction. These tests differ in their aspects of the complexity of the setup and their relevancy to simulate the prevailing conditions. The simplest of the tests is ring compression test where a ring with standard dimensions is compressed and the change in dimensions correlate the friction that existed [7]. It has been tried to quantify the interfacial friction of Magnesium alloys using Forward Rod Backward Cup Extrusion (FRBCE) test in which a spike is extruded in one side and a cup is extruded in the other side [8].
A new test called as Forward Spike and Disc Forming (FSDF) test has been devised to reduce the difficulty faced in conducting the other friction measurement tests and extracting the tested specimen. Extraction of the test specimen in the DCE test or in the FRBCE test is very difficult. The FSDF test is simple but effective in overcoming the difficulties faced in both the above tests. The principle of the FSDF test in measuring the interface friction during forming using aluminium alloy 1100 as a specimen material tests is brought out in this work.
There are two types of friction measurement methods. 1) Direct measurement techniques, that measure friction force directly during the operation e.g. pin sensing test. 2) Indirect measurement techniques [9] in which the friction is measured using the basic principle of flow of material and dimensionless numbers. The tests like RCT, DCE test, FRBCE test fall in the second category.
FSDF test also can be categorised under indirect measurement techniques, which by using dimensional changes measure interface friction.
A cylindrical billet of diameter D and an initial height H is placed in a die-container. The die-container has, in one end, a counter-sunk chamber with a specific taper angle. The die-container is rigidly attached to the bottom flat plate using set screws. A hollow punch of outer diameter, D, with a central hole diameter, Ds presses the billet material against the flat rigid bottom plate. During the application of pressure, there is a divided flow of billet material i.e., a portion flows along the punch hole in the direction of tool motion forming a spike and the other portion flows and occupy the counter sunk cavity to upset a disc. The diagram of the FSDF test setup is shown in fig. 1.

Figure 1: FSDF Test Setup
The spike height, Hs and the disc diameter, Dd are measured in specific intervals of the punch travel. The deformed specimen in the FSDF disc test along with its features is shown in fig. 2. Due to the presence of the interfacial friction, for different friction conditions, the spike heights and the disc diameters vary. The ratio Hs/Dd is calculated and this serves as a measure of the interface friction. The major advantage of this test compared to other tests like Twist and Compression test [10], for example, is the load or force characteristics need not be measured to arrive at the friction factor. Only geometric parameters are to be recorded and worked upon.

Figure 2: FSDF Test Specimen
Other advantages of this test are; a) simple setup b) punch and billet centre lines are collinear and does not need any special arrangement to maintain it. In the DCE test this has to be ensured, else the cup formed will be of oval cross-section and thus would not produce correct result c) Removal of the formed test piece is very easy unlike in the DCE test or the FRBCE test for the same size of the billets and setup, where either the slender punch buckles or extraction of the test specimen is extremely difficult d) little influence on the results by flash formation.
The main objectives of this work are
• To find the feasibility of employing the forward spike and disc forming test to measure the interfacial friction in forming process.
• To arrive at the optimum dimensions of the tooling setup for the test and suitable dimensions of the billet.
• To plot the calibration curves for the FSDF test.
The FSDF test is simulated using a specialised forming computer software DEFORM-2D.
Previous works have already established that by using DEFORM-2D package, modelling, simulation and analysis can be successfully carried out in forming/ forging operations [11]. Evaluation of lubricants has been done using DCE test using DEFORM-2D [12]. In this work also DEFORM package is employed for simulation.
Since the present problem is an axi-symmetric one, one half of the billet is taken for analysis. Simulations are carried out for 50% reduction in the initial height of the billet. Aluminium alloy 1100 is used as the candidate material for the analysis.
Analyses were carried out for various H/D ratios of the billets and for different combinations of the punch diameters and counter-sunk chamber angles.
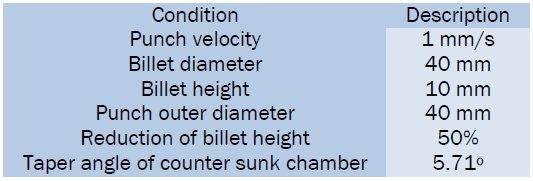
After many iterations, a circular billet of 40 mm diameter is chosen since this value gave sensible results. The height of the billet is varied as per the H/D ratios requirement. Punch diameter is taken as 40 mm with the die-hole diameter (spike diameter) as 5 mm. A radius of 1 mm is provided for the facing edge of the punch and die. Punch velocity is taken as 1 mm/s. For each H/D ratio, simulations have been carried out for friction factor values 0.01, 0.05, 0.1, 0.15, 0.2, 0.25, 0.3, 0.4, 0.5 and 0.6. Simulations have been carried out for the H/D ratios 1.0 to 0.25. For each of the H/D ratio, simulations have been conducted for spike diameters 12 mm, 10 mm, 8 mm, 6 mm, 5 mm and 4 mm.
Comparing to other H/D ratios and spike diameters, it is seen that the sensitiveness is high and proportionate for H/D = 0.25, taper angle = 5.71o and spike diameter = 5mm, and hence the same is chosen for further simulation and experimentation.
The undeformed billet is modelled and meshed (fig. 3). The interface friction conditions are applied and the problem is simulated. Important parameters have then been extracted from the software and further processed. The mesh of deformed billet for m=0.01 and m=0.6 are shown in fig. 4 and fig. 5 respectively. It may be oserved that when friction actor is low (m = 0.01) the disc diameter is high compared to when the friction factor is more (m=0.6). But the height of the spike is small when friction is less. The solid models of undeformed billet and deformed one are shown in fig. 6 and fig. 7 respectively.

Figure 3: Undeformed Mesh

Figure 4: Deformed Mesh, m=0.01

Figure 5: Deformed Mesh, m=0.6

Figure 6: Undeformed Solid model

Figure 7: Deformed Solid model
The disc diameters and the spike heights for various punch strokes are extracted from the simulations for further processing. For each of the H/D ratio, with Hs/Dd as Y-axis values and % reduction in the billet initial height as X-axis values, calibration curves are plotted. The calibration curves for H/D =0.25 are shown in fig. 8.

Figure 8: Calibration Curves of FSDF Tooling Setup
When H/D ratio increased, sensitivity flatly reduced. However, when H/D ratio is decreased below 0.25, measurement of the variable found to be very difficult. Hence, this is not suitable, since any small error in measurement will be magnified and finally will produce erroneous result. When the spike diameter is reduced the sensitivity increased. However, it cannot be reduced below 5 mm, since a small diameter spike is more likely to break during the experimentation. Moreover, growth of the disc represents closed forming rather than the spike extrusion. Hence, the value of 0.25 is taken as the standard value for H/D for further simulation.
The counter-sunk chamber taper angle is 5.71o. If this value is increased, then the bottom surface of the upset disc looses the contact with the die surface and the result will not truly represent the real situation in forming.
Calibration curves for values of m from 0.01 to 0.6 are drawn for the chosen value of H/D =0.25. FSDF test, to a great extent, mimics the closed forming operation. At least 10% stroke is needed before taking any initial measurement, since, till then the features of the disc and growth would not develop fully and the sensitivity of the calibration curves might be low. But, thereafter the curves are sensitive.
By superimposing the spike height / disc diameter ratio and the punch stroke on the calibration curves, obtained from the experiments, the shear friction factor of the lubricants can be read out.
The suitability of Forward Spike and Disc Forming test to quantify the interfacial friction during forming has been explained in this paper. The test simulates the closed forming process where more new surface formation takes place. The test is far simpler than the double cup extrusion test or forward rod backward cup extrusion test. The sensitiveness of the calibration curves is found to be satisfactory. Considering the overall convenience of conducting the tribo-test, Forward Spike and Disc Forming test can be employed to measure the interface friction in forming.